苏州特鲁特数控机床科技有限公司
 第4年
第4年

 第4年
第4年 
第4年

来源:苏州特鲁特数控机床科技有限公司 时间:2024-11-11 16:41:42 [举报]
VMC-1370 立式加工中心 机型特点说明
VMC-1370 所有铸件经过电脑计算分析,合理的结构强度及加强筋的搭配,提高机械之高刚性。铸件材质采用米汉纳(密烘)铸件 HT300。能机床长期的稳定性和加工,铸件均做的退火处理,有利消除内应力,防止长期使用铸件变形。
底座设计:
机台底座结构宽实,全为重负荷全支撑设计,可确保加工时之重切屑能力, 机台底座采用油水分离盒设计,避免切削液因混合而劣化,延长切削液的使用。
立柱设计:
立柱为人字型三角结构,鞍座加宽加长,重负荷全支撑设计,结构结实。主轴头及主轴设计:
主轴头内以筋骨强化结构,接触长度比率适当,更能提供主轴之稳固支撑, 主轴中心到立柱 Z
轴轨道面距离为 932mm,加工范围更大。
主轴采用德国 FAG P4 级或日本 NSK P4 级高速高精密级斜角滚珠轴承,标准转速可达 6000rpm, 主轴装配利用 IRD 动态平衡校正设备,线上直接校正主轴动态平衡,使主轴在高速运转时避免产生共振现象,确保佳的加工精度。主轴使用高强韧四瓣爪拉刀,接触面大,抓刀力强,刀柄拉钉损耗小,寿命长。标准配备的主轴气幕防尘装置杜绝了加工过程中铁屑和灰尘侵入主轴轴承现象, 了主轴内部的纯净品质。从而也起到延长使用寿命。
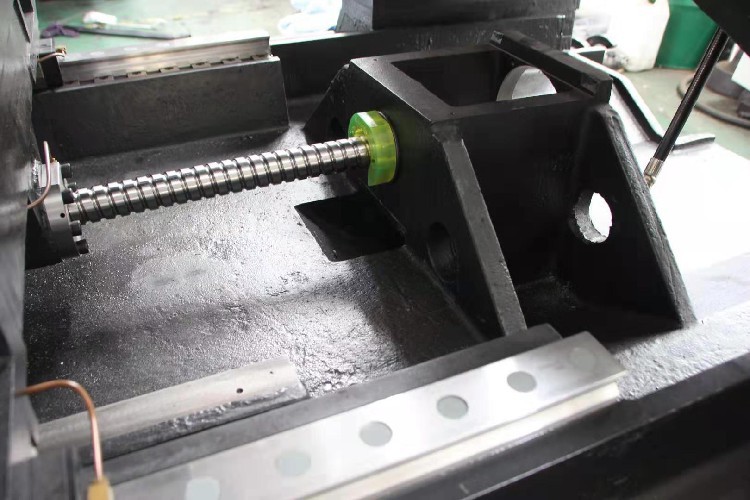
2: 传动方式:螺杆及线轨
三轴马达与精密高速滚珠螺杆采用台湾上银 C3 级或银泰 C3 级直结传动及装配预拉,提前消除机床连续运动产生的热升温而造成的螺杆膨胀。X/Y/Z 轴采用滑动导轨支撑,可支撑重负荷、快速移动,确保定位精度更佳,X、Z 轴方向滑动导轨各 2 根,Y 轴方向滑动导轨 4 根,使机床在切削时及移动时获得佳的切削刚性及稳定性,具有高刚性、低噪音、低摩擦的特性,Z 轴配合氮气配重,无下滑现像,以确保主轴拥有的刚性和强度及佳的切削稳定性。机台快速位移X/Y/Z 轴 24m/24m/24m/min,率加工,减少加工时间。
3:刀库设计:
采用台湾刀库,快速、简易操作及命的刀具交换装置,提供平稳可靠的的刀具交换动作。特的刀具交换装置设计,已更新为电子式煞车驱动机构,去除了以往凸轮式结构使用几年后出现煞车片磨损需要更换问题。
4:板金设计:
设计的机台钣金外型美观,符合人体工学及国家 CE 标准,广受用户赞赏欢迎,配置防爆钢化玻璃,防护工件飞出误伤人员,侧窗都配有两道安全门锁,避免操作人员开启造成意外。排屑功能上,VMC-1370 设计为机内底盘冲水装置,切屑片被冲屑装置的大量切削液带至机器前端的履带式除屑机(含积屑小车)。机器内配置有高亮度的 LED 工作灯,便于操作者装卸工件、量测等工作, 配置的工作灯具有防尘、防爆等功能。
5:配电设计及面板:
操作面板采用台湾品牌原装进口面板,所有主要线材采用台湾原装进口线材,可耐外力拉扯耐油污腐蚀耐高温,质量达日本机台等级,于一般国产品牌厂使用粗糙线材,容易出现线材老化按键接触不良问题。活动式手轮旋转零件采用日本进口,使用寿命更长,背面配有强力磁铁,操作时可以稳固吸附在任意金属钣金上面方便使用,且具有轴别的选定,进给率的选择等多项功能,配有挠性延长线,方便刀具设定与工件座标设定,操作方便。电气箱配有干燥除湿包,避免空气中的湿气造成电器组件生锈。
FANUC 0i-MF(5 包)标准功能
1. 大控制轴数 8 轴
2. 同时控制轴数 3 轴
3. 10.4" LCD 屏幕
4. 程序储存容量 2M
5. 软行程保护极限
6. 前置式 CF 卡输出入接口
7. 以太网络输出入接口
8. DNC 功能(使用 USB 接口,CF 卡,以太网络)
9. 记忆程序运转
10. MDI 编辑运转
11. 程序编辑
12. 背景编辑
13. 扩充程序编辑
14. 掌上型脉波产生器 1 组
15. 轴向手动进给及速率调整
16. 紧急停止
17. 单节执行
18. 主轴速率调整
19. 主轴正转,反转,定位,停止手动控制功能
20. 切削液手动控制功能
21. 加工吹气手动控制功能
22. 单节跳跃
23. 选择停止
24. 程序再启动
25. 参数,程序保护功能
26. 螺距背隙补偿
27. 固定式螺距误差补偿
28. 报警显示,报警履历显示
29. 程序搜索
30. 主轴速度显示
31. 主程序/子程序呼叫功能:M98、M198
32. 刀具补偿功能
33. 刀具补偿 400 组
34. 程序暂停:M00/M01
35. 程序结束:M02/M30
36. 刚性攻牙:M29
37. 快速位移倍率调整:F0、F25、F50、F100%
38. 进给倍率调整:0~220%
39. G00 快速定位
40. G01 切削进给
41. G02 顺时针圆弧切削
42. G03 逆时针圆弧切削
43. G04 暂停指令
44. G10 程序参数输入/补正输入
45. G11 程序参数输入/补正输入取消
46. G12 顺时针全圆切削
47. G13 逆时针全圆切削
48. G15 极坐标取消
49. G16 极坐标设定
50. G17、G18、G19 坐标平面选择
51. G20、G21 公英制转换
52. G27 返回参考点检测
53. G28 参考点返回
54. G29 参考点返回起始点
55. G30 返回第二参考点
56. G40 刀具半径补偿取消
57. G41、G42 刀具半径补偿
58. G43、G44 刀具长度补偿
59. G45-G48 刀具位置偏置
60. G49 刀具长度补正取消
61. G50、G51 比例缩放/取消
62. G52 局部坐标系
63. G53 机械坐标系
64. G54-G59 工件坐标系
65. G54.1P1-P48 附加工件坐标系 48 组
66. G60 单方向定位
67. G61 准确停止方式
68. G62 自动拐角倍率
69. G63 切削进给速度控制-攻牙方式
70. G64 切削进给速度控制-切削方式
71. G65、G66、G67 使用者宏指令开始/取消
72. G68、G69 坐标系旋转开始/取消
73. G73 高速深钻孔循环
74. G74 反向攻牙循环
75. G76 精镗循环
76. G80 固定循环取消
77. G81 钻孔循环
78. G82 钻孔循环、逆镗孔循环
79. G83 深钻孔循环
80. G84 攻牙循环
81. G85、G86、G88、G89 镗孔循环
82. G87 逆镗孔循环
83. G90 值指令
84. G91 增量值指令
85. G92 工件坐标系
86. G98 工件起始点返回循环
87. G99 R 点返回循环
88. G05.1Q1/ G05.1Q0 AICC1 控制开始/取消
89. 预读差补前铃型加减速
90. 加工条件选择功能

机台交付时所需物品及相关要求
1. 电源/气源要求:动力电源:380V±10%,单相电源:220V±10%,电源总功率:40KVA,电源频率:50HZ±1%,三相,气源:6kg/c ㎡经适当干燥处理
2. 使用环境条件要求: 相对湿度:≤80%,环境温度:0℃-42℃,空气介质:无腐蚀性介质, 光线充足,通风良好,机床在上述工作环境下,长期稳定工作。
3. 润滑要求:68#导轨润滑油,为用油安全,提高机台性能,建议用美孚、壳牌等品牌。
4. 接地要求:机台地线单接地,严禁多台机接一个地桩或与其他设备接地相连或接到户外的水管上。要求用电阻 4Ω,长 1.5m 的的接地铜棒壹条打入地下,并在铜棒头部做三个Φ5-6mm 的螺丝通孔以便接线。
5. 切削液要求:至少 200L 的加工用的切削液(乳化液请按照要求配比约浓度,避免机台锈蚀,破坏机台精度)。

质保期和技术服务
1. 机床在乙方现场正式验收合格后,进入质量期,在机床质保期内,甲方对机床出现的各类故障及时免费维修服务。(因乙方自身原因造成的损坏和损失除外)。机床出现故障,甲方在接到乙方的文字通知后,能准确判断故障原因及处理措施的,立即给予答复,如不能立即答复的
在 24 小时内进行答复,如确实需要派人进行维修,并尽快派人到现场给予处理,具体时间视零件准备时间长短。
2. 若因乙方使用不当或自行改装后所造成之非自然损坏,不在保修范围内,乙方应支付所有维修成本。
3. 保固期满服务,甲方向乙方提供长期有偿维修和保养服务。乙方也可另择他人提供维修和保养服务。
1370加工中心用途有哪些
1370加工中心的主要用途包括但不限于大中型模具粗加工、LED灯箱、铸铝边框件、型材件、小型新能源电池箱的加工。
1370立式加工中心因其高稳定性和优良的性能,适用于多种加工需求。具体来说,它可以应用于以下几个方面:
大中型模具粗加工:1370立式加工中心适宜于大中型模具的粗加工,其Y、Z轴行程可达700mm,三轴传动方式为直传,轴向推力大,采用宽广的底座和四轨支承结构,适用于对模具进行、的粗加工。
LED灯箱、铸铝边框件、型材件、小型新能源电池箱的加工:这些应用领域对加工精度和效率有较高要求,1370立式加工中心通过其高速钻铣功能,能够实现镗削、铣削等加工操作,特别适用于轻型压铸铝行业,如LED灯箱、铸铝边框件、型材件以及小型新能源电池箱的加工。
通用加工:由于其装卡方便、便于操作和易于观察加工情况的特点,1370立式加工中心也适用于其他通用加工需求,尽管受立柱高度及换刀装置的限制,不能加工太高的零件,但在适宜的范围内,它能够提供且的加工服务。
综上所述,1370立式加工中心因其和高稳定性,被广泛应用于模具制造、LED灯箱制作、铸铝件加工等多个领域,满足了不同行业的多样化需求
1370加工中心结构
1370加工中心的结构设计注重高刚性、和能,以确保加工过程的稳定性和加工质量的优良。
,床身、工作台、滑座、立柱、主轴箱等大件均采用高强度铸铁材料,并通过树脂砂工艺造型,经过两次时效处理以消除应力,从而提高大件和整机的刚度和稳定性。这种设计有效抑制了切削力引起的机床变形和振动,了加工的精度和稳定性。
传动系统方面,X/Y/Z轴均采用线性线轨滑轨设计,而丝杆则采用三轴均采用双螺帽预压之精密滚珠螺杆,配合两端支撑座的锁拉设计,能消除传动背隙并预先补偿温升造成之误差,确保定位精度。这种设计不仅提高了传动系统的效率和稳定性,还有效地减少了传动误差,提高了加工中心的精度。
电气系统和润滑系统也是设计中的重要部分。电气箱装有热交换器,确保系统稳定,外部配线部分有保护蛇管,能耐热、耐油水。润滑系统采用自动脱压式润滑系统集中给油,以脱压间歇式供油系统,以定时、定量、定压、个别方式提供每个润滑点适时、适量之给油,确保每一润滑位置确时得到润滑油,使加工中心长时间运作无后顾之忧。
此外,全密式钣金设计着重于外观美、环保及合乎人体工学,全密封式板金设计防止切削液及切削液飞溅于加工中心外,保持周围环境的清洁和安全。
综上所述,1370加工中心的设计在结构上注重高刚性、和能,通过采用高强度铸铁材料、线性线轨滑轨设计、双螺帽预压之精密滚珠螺杆以及自动脱压式润滑系统等措施,确保了加工中心的稳定性和加工质量的优良,同时考虑了环保和人体工学的需求,使得该加工中心能够满足各种复杂零件的加工需求
标签:芜湖VMC-1370L立式加工中心,南通VMC-1370L立式加工中心,阜阳VMC-1370L立式加工中心,江津VMC-1370L立式加工中心