绍兴VMC-1160L立式加工中心自动化高精密高刚性


- 面议
- 2024-09-23 14:23:26
- 机械传动
- 立式
- VMC-1160L立式加工中心 ,高精密高刚性
- 陈建全 13806209711
- 苏州特鲁特数控机床科技有限公司

- 新浪微博


- QQ空间


- 豆瓣网


- 百度新首页

信息介绍
详细参数
苏州特鲁特数控机床科技有限公司坐落于德企之乡-江苏太仓浏河镇新闸村1幢,是一家集研发、与销售为一体的数控机床服务商。机床铸件采用进口龙门五面体、卧式锂铢加工中心、龙门加工中心、龙门导轨磨床等设备作为加工母机,同时配备进口激光干涉仪、循圆仪、动平衡仪等检测设备。
公司产品 VMC系列高刚性立式加工中心机, VMC-L系列高速立式加工中心机、VMC系列钻攻、精雕高速中心机、GMC系列与FD系列龙门加工中心机、HMC系列卧式加工中心机CFA五轴系列、镗铣床BMC系列、VMC-2T系列双主轴双Z轴立式加工中心机、车铣复合LA系列、HTB数控车床系列、韩国进口车齿机系列等,充分满足目前率零件加工行业需求,大效率节省人工。同时引进敏捷化进口设备代理销售, 及时地为使用者提供更具个性化的机床产品。
以“诚信经营、永续创新”为经营理念,以“坚持追求机床与”为目标,突破传 统营销理念,在不断努力为各类加工制造企业提供高性价比的数控设备的基础上,致力于为用户提供 切削类加工的单机、FMC、FMS、FA、CIMC、的集成化运用服务,使机床成为我们提供切削类整体加工解决方案的有效载体。
的营销技术团队,协助客户进行机床选型、工艺分析、制定工艺方案和提供交钥匙工程; 、迅速的服务管理模式,能有效管控与反馈订单的进展状况和机床质量;快速的售后服务回应机制,免除使用者的后顾之忧,使每位选择的用户都能拥有的售前、售中和售后服务。

产品定义:
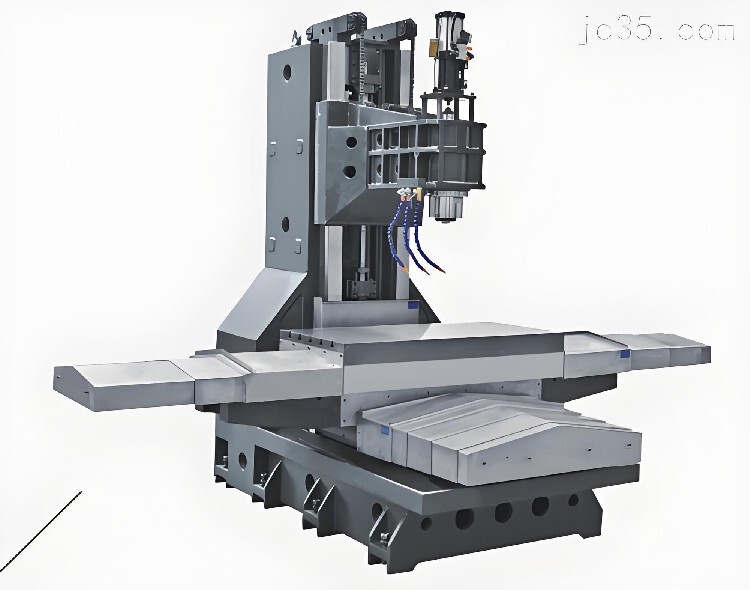
是由底座、立柱、鞍座、主轴头部、工作台组装而成,配上数控系统比如发那科、三菱、新代系统而成的。

标准配置零件列表
序号 名称 序号 名称
1 全密闭式钣金 12 自动断电功能
2 三轴伸缩护罩 13 控制轴扩展(4轴)
3 圆盘式刀库 14 预读插补加减速(FANUC)
4 自动集中润滑系统 15 高速AICC(1) (FANUC)
5 主轴吹气清屑装置 16 工作灯,警示灯,变压器
6 电控箱热交换器 17 水平调整螺丝及垫块
7 切削液系统 18 工具箱及调整工具一套
8 机台清洗水枪及气枪 19 机床电气说明书(电子版)
9 后冲屑 20 机台操作与维修说明书(电子版)
10 移动操作手轮 21 系统编程、操作说明书(电子版)
FANUC标准功能(0i-MF(5))
1. 大控制轴数8轴
2. 同时控制轴数3轴
3. 10.4’’ LCD 屏幕
4. 程序储存容量2M
5. 软行程保护极限
6. 前置式CF卡输出入接口
7. 以太网络输出入接口
8. DNC功能(使用USB接口,CF卡,以太网络)
9. 记忆程序运转
10. MDI编辑运转
11. 程序编辑
12. 背景编辑
13. 扩充程序编辑
14. 掌上型脉波产生器1组
15. 轴向手动进给及速率调整
16. 紧急停止
17. 单节执行
18. 主轴速率调整
19. 主轴正转,反转,定位,停止手动控制功能
20. 切削液手动控制功能
21. 加工吹气手动控制功能
22. 单节跳跃
23. 选择停止
24. 程序再启动
25. 参数,程序保护功能
26. 螺距背隙补偿
27. 固定式螺距误差补偿
28. 报警显示,报警履历显示
29. 程序搜索
30. 主轴速度显示
31. 主程序/子过程调用功能:M98、M198
32. 刀具补偿功能
33. 刀具补偿400组
34. 程序暂停:M00/M01
35. 程序结束:M02/M30
36. 刚性攻牙:M29
37. 快速位移倍率调整:F0、F25、F50、F100%
38. 进给倍率调整:0~220%
39. G00 快速定位
40. G01 切削进给
41. G02顺时针圆弧切削
42. G03逆时针圆弧切削
43. G04 暂停指令
44. G10 程序参数输入/补正输入
45. G11 程序参数输入/补正输入取消
46. G12 顺时针全圆切削
47. G13 逆时针全圆切削
48. G15 极坐标取消
49. G16 极坐标设定
50. G17、G18、G19 坐标平面选择
51. G20、G21 公英制转换
52. G27 返回参考点检测
53. G28 参考点返回
54. G29 参考点返回起始点
55. G30 返回第二参考点
56. G40 刀具半径补偿取消
57. G41、G42 刀具半径补偿
58. G43、G44 刀具长度补偿
59. G45-G48 刀具位置偏置
60. G49 刀具长度补正取消
61. G50、G51 比例缩放/取消
62. G52 局部坐标系
63. G53 机械坐标系
64. G54-G59 工件坐标系
65. G54.1P1-P48 附加工件坐标系48组
66. G60 单方向定位
67. G61 准确停止方式
68. G62 自动拐角倍率
69. G63 切削进给速度控制-攻牙方式
70. G64 切削进给速度控制-切削方式
71. G65、G66、G67用户宏指令开始/取消
72. G68、G69 坐标系旋转开始/取消
73. G73 高速深钻孔循环
74. G74 反向攻牙循环
75. G76 精镗循环
76. G80 固定循环取消
77. G81 钻孔循环
78. G82 钻孔循环、逆镗孔循环
79. G83 深钻孔循环
80. G84 攻牙循环
81. G85、G86、G88、G89 镗孔循环
82. G87逆镗孔循环
83. G90 值指令
84. G91 增量值指令
85. G92 工件坐标系
86. G98 工件起始点返回循环
87. G99 R点返回循环
88. G05.1Q1/ G05.1Q0 AICC1控制开始/取消
89. 预读差补前铃型加减速
90. 加工条件选择功能
安装、调试、精度和验收
1. 设备的初验收在甲方工厂进行,初验收合格后甲方准备出机。
2. 机器到厂后,由甲方指派一名技术员协助乙方进行拆箱、点收、机床就定位等工程。
3. 机床就定位所需的吊车起重设施与搬运人力由乙方负责。
4. 机床就定位后, 甲方指派交机人员到乙方工厂进行安装、调试、验收。
5. 双方依据协议由甲方授权指派的技术人员与乙方授权人员按甲方提供的精度检验标准进行验收。
构造特点:
VMC1160L加工中心的构造特点主要包括高刚性、、能以及智能化。
高刚性:1160L加工中心的关键零部件如床身、立柱、主轴箱等采用米汉纳铸件,经过有限元素分析法电脑计算分析,确保结构强度和刚性。铸件材质为HT300,采用一体成型技术,提供机械高刚性。底座宽阔,立柱为箱形结构体,鞍座加宽加长,重负荷全支撑设计,确保加工时之重负荷能力。主轴箱内以肋骨强化结构,提供主轴之稳固支撑。
:三轴采用线性导轨,具有高刚性、低噪音、低摩擦的特性,可做快速位移及获得佳的循圆精度。采用特的油水分离设计,避免切削液因混合而劣化,影响加工品质。排屑机构设计简单有效,方便清理铁屑。
能:具备快速、简单、可靠及命的刀具交换装置,提供平稳可靠的刀具交换。主轴标凈转速可达12,000rpm,采用大马力主轴马达,与皮带连接大幅减低传动噪音及热量产生。
智能化:采用的数控系统和操作界面,具备多种加工模式和编程方式,用户可根据实际需求选择合适的加工模式,实现智能化加工。机床还具备故障诊断和报警功能,方便用户及时发现和解决问题。
此外,1160L加工中心适用于中小、小型零件的钻、铣、攻、镗的与率的自动化加工,特别适用于汽车零部件、机械加工及模具制造领域。
- VMC-1160L立式加工中心 ,高精密高刚性
- 加工中心
- 陈建全
- 机械传动
- 立式
- 中文
- 否
- 通用
- 立式加工中心



